
【概述】
介绍了航空铝合金铸造型芯的种类、粘结剂及硬化原理,通过对不同型芯材料的力学性能、发气特性、溃散特性及高温尺寸稳定性的对比分析,结合不同结构型芯的性能需求,总结了不同型芯材料的适用范围并给出了应用范例,展望了航空铝合金铸件用型芯技术的发展方向。
【研究亮点】
集成管路与空腔结构的铝合金铸件是航空领域具有典型代表性的一类复杂结构铸件,型芯技术都是实现管路与空腔集成复杂结构铸造成形的关键技术之一,综述了航空铝合金铸件用型芯技术
【研究背景】
随着航空装备对品质、可靠性的要求越来越高,高品质的复杂结构铸件应用越来越广泛。集成管路与空腔结构的铝合金铸件是航空领域具有典型代表性的一类复杂结构铸件,如飞机液压系统的各种壳体,发动机附件传动系统的机匣、燃油控制系统的泵阀体,涡轴/涡桨发动机进气系统机匣等。这类铸件的铸造方法涉及精密树脂砂型铸造、金属型铸造和熔模精密铸造等,无论何种铸造方法,型芯技术都是实现管路与空腔集成复杂结构铸造成形的关键技术之一。
【研究内容】
航空铝合金铸造型芯主要有金属管型芯、有机树脂砂型芯、水溶树脂砂型芯、无机粘结剂型芯和水溶陶瓷型芯等。
表2为生产条件下不同材料型芯的强度水平。可以看出,热固性覆膜砂、三乙胺气体硬化树脂砂、水溶树脂砂、无机树脂砂都具有较高的强度,而Pep-set自硬树脂砂、呋喃自硬树脂砂的强度略低。
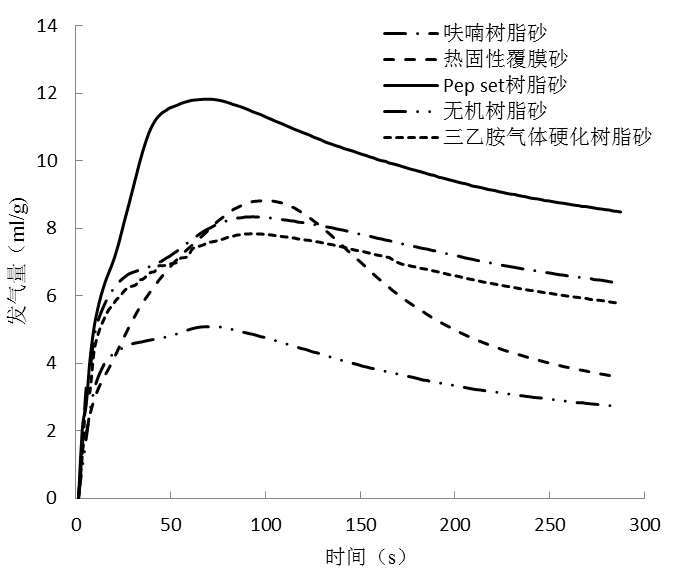
图1为生产条件下测试的5种砂型的发气性曲线。
图1 5种型芯的发气特性曲线
比较而言,热固性覆膜砂和呋喃树脂砂的溃散性略差于Pep-set自硬树脂砂和三乙胺气体硬化树脂砂。PEP-set自硬树脂砂、三乙胺气体硬化树脂砂型芯经焙烧后虽然完全溃散,但随着温度的降低,这些溃散的芯砂又可以粘结在一起,形成块状,使型芯清理困难;而呋喃自硬树脂砂型芯、热固性覆膜砂型芯经高温焙烧后,型芯完全溃散,且不随着温度降低而改变,在室温时仍然保持溃散状态。Si-O键键能较高,目前商业应用的改性硅酸钠为粘结剂是通过添加促进剂,在粘结剂键桥中插入预定的断裂点,当热量达到一定水平后使键桥断裂;或者是通过添加促进剂改变Si-O键数量和分布形态,以提高其溃散性能 ,即便如此,改性硅酸钠型芯的溃散性仍比有机树脂粘结剂型芯差。
水溶树脂砂型芯和水溶陶瓷型芯中粘结剂在浇注结束后遇水溶解,丧失粘结能力而使型芯溃散,型芯的溃散性一方面取决于粘结剂的溶解性能,另一方面取决于型芯与水的接触面积,接触面积越大,型芯越容易溃散。
呋喃树脂砂试样在高温下产生较大的变形,而三乙胺气体硬化树脂砂和酚醛树脂覆膜砂的变形量较小,且都变形方向都经历逐渐伸长再缩短的过程。这些现象与不同粘结剂固化时的交联程度、经历高温后交联程度的变化、氧化分解以及原砂热膨胀有关。
不同材料型芯具有不同的性能和特点,从而决定了其不同的应用场合。异形、复杂是航空铝合金铸件内腔结构的主要特点,不同结构的型芯对型芯材料的强度、发气量/发气速度和溃散性等性能要求具有合理的综合匹配。
(1)金属管型芯形成的管路具有尺寸精确、内表面光洁、耐压性能高等优点,缺点是管路截面形状受限、制作工艺繁琐。铜管型芯去除容易对环境产生污染;另外,在腐蚀性环境中,由于不锈钢和钛的电极电位高于铝,会对铝合金基体产生腐蚀。因此,金属管型芯近年来在铝合金铸造中的应用越来越少。
(2)无机树脂砂具有较高的强度、低发气量和发气速度,同时具有很好的溃散性,适用于大部分结构形式的型芯,对于细长、排气性差的型芯更具有优势。
(3)Pep-set自硬树脂砂由于在浇注阶段发气速度最快,最终的发气量最大,包裹型芯的金属液没有凝固时,型芯产生的气体若不能及时排除,极易使铸件产生呛气缺陷。因此Pep-set自硬树脂砂适用于制作厚大的型芯,必要时需要设置排气通道。
(4)呋喃树脂砂轻度较低,浇注初期发气速度较快,总体发气量不高,适用于厚大型芯。近年来随着树脂砂3D打印技术的发展,呋喃树脂砂成为3D打印型芯的主要材料。由于3D打印在型芯中同时可以打印出形状复杂的排气通道,以提高型芯的排气性能,因此,通过提高粘结剂加入量提高强度,同时在型芯中打印出排气通道克服了呋喃树脂砂强度低、发气速度快的缺点,目前广泛应用于细长管路和细薄截面复杂型芯的3D打印。
(5)三乙胺气体硬化树脂砂具有较高的强度,在浇注初期的发气速度较快,但总体发气量较低,适用于制作截面细薄的复杂型芯和长度较短的管路型芯。
(6)热固性覆膜砂强度高,在浇注初期发气速度低,总体发气量较高,适用于制作截面细薄的复杂型芯、细长管路型芯。由于采用热芯盒制芯工艺,不适合制作厚大的型芯。
(7)水溶树脂砂具有较高的强度,但发气量也较大,由于采用热芯盒工艺制芯,因此适用于直径较大的管路型芯或截面较厚的型芯。
(8)无机树脂砂、水溶树脂砂易吸潮,对于型芯组合需要较长时间的复杂铸型需要对型芯和铸型进行防潮处理。
(9)水溶陶瓷型芯在熔模铸造中适用于形成复杂精密的空腔、管路等结构,随模具压制蜡模,并一直保留在型壳内,直到浇注结束后从铸件中清理出来。水溶陶瓷型芯制备需要经过浆料注射成型、焙烧过程,细长的型芯容易产生变形,需要在制芯过程中进行矫形和尺寸检验,以保证型芯尺寸的准确与稳定。水溶陶瓷型芯的表面防水层在型壳焙烧过程中被破坏,应及时浇注,否则容易吸潮,破坏了型芯的表面光洁度。
(a)不锈钢管型芯(φ10 mmm×4000mm)铜管型芯(φ3~φ8×900mm)
(b)3D打印呋喃树脂砂型芯(c)PEPset自硬树脂砂型芯
(d)热芯盒覆膜砂型芯
图2 不同材料的型芯及其浇注的铸件
【展望】
集成化、薄壁化、精确化是航空铝合金铸件结构形式的发展趋势,高强、易溃散、低发气、尺寸热稳定等特性是对未来型芯材料发展的基本要求。
传统有机树脂砂型芯在某些性能上虽然存在不足,但结合铸造工艺可以满足大部分一般复杂程度铝合金铸件的生产,仍将在航空铝合金铸件生产中占主要地位。而对于具有细长管路、细薄空腔结构的复杂程度很高的铝合金铸件,无机树脂砂和水溶陶瓷型芯材料的性能则体现出了明显的优势,结合3D打印技术,使型芯整体化,可以显著改善型芯组合的尺寸精度,从而提高铸件内部结构的尺寸精度,具有非常广阔的发展和应用前景。.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
