
摘要:增材制造(Additive manufacturing, AM)是一种创新技术,它可以逐层创建具有复杂几何形状的物体,在结构和功能应用的金属零件制造领域迅速发展起来。近年来研究了不同AM工艺对钛合金组织演变的影响。然而,金属AM大多被认为是一种用于近净形制造的成形技术。AM在合金设计和处理方面的巨大优势目前在很大程度上被忽视了。本文系统地综述了AM工艺与不同ti合金的相互作用,以及提高机械性能的可能途径。一方面,AM引起的复杂热历史影响了钛合金的相变。另一方面,AM独特的热和加工特性为设计具有传统方法无法达到的组织和性能的新型ti合金提供了途径和机会。因此,本文的目的是为合金设计提供一个新的视角,即把AM视为一种不可替代的材料处理和设计方法。只有综合考虑AM工艺和合金设计,才能成功地获得在未来工业中应用的性能优越的材料。
1. 介绍
增材制造(AM),也被称为3D打印,是现代制造业的一项革命性技术,其中以金属为基础的增材制造是建立工业生产的高性能机械系统的中心舞台。过去的十年见证了AM的蓬勃发展,从快速原型,小规模生产到最近的大规模生产。几种著名的合金,如316L不锈钢,AlSi10Mg, Ti-6Al-4V,已经成功地用于生产致密、可靠的部件。此外,最近还专门为AM设计了更多的新合金。因此,可以充分预见,无论是AM技术还是材料的发展都将达到临界点。
从材料角度来看,AM最显著的优势之一是其近净成形能力。通过基于数字模型逐层构建零件,可实现复杂几何形状的金属零件的一步成形,而无需进行繁重而昂贵的加工工序(图1)。因此,除了减少原材料的浪费,AM在制造难以加工的材料,如ti合金或高温合金方面是特别有效和经济的。相比之下,在材料成本方面,钛从原材料提炼成金属的过程中大约比铝贵5倍。然而,在生产金属到合金锭和进一步生产到薄板的过程中,钛大约比铝贵15倍,更不用说昂贵的精密加工成本。因此,钛合金由于成本高、可加工性差,在高端领域的应用大多受到限制。考虑到AM技术的高成形自由度,这实际上为降低这些难加工材料(如钛合金)的加工成本和拓宽其应用领域提供了一个很好的机会。
.jpg)
图1 (a)粉床融合(PBF)工艺示意图。(b)激光粉床熔床运行图像。(c)印制时的钛合金样品图像。
AM在合金设计和处理方面的另一个优势是其独特的热工艺,与传统的制造路线完全不同。在AM过程中,合金经历了复杂的物理过程和热历史。强烈的Marangoni流动影响熔体池内合金熔体的化学均匀性;急剧的温度梯度和超高的冷却速度决定了凝固方式,影响了晶粒的组织和性能。此外,快速冷却和快速热循环使合金具有独特的显微组织。这种复杂的动力学过程和热历史给合金设计带来了挑战和机遇。通常,具有高体积凝固收缩或大热收缩的合金容易产生热撕裂裂纹,通常被认为在AM中不可打印。具有高激光反射率的耐火材料或合金难以完全熔化。此外,以严格机械加工晶粒细化为主的合金在AM过程中也会面临问题。
因此,这种传统的合金设计方法不适合AM。然而,AM实际上为设计前所未有的合金提供了独特的机会。例如,凝固组织(通常跨越不同长度尺度的高度分层)显著提高了合金的强度和加工硬化能力。与铸造合金相比,高冷却速率也导致了印刷态合金中更细小的马氏体和更高的位错密度。此外,AM能够制造成分非均匀合金,这是以前无法实现的。因此,专为AM设计和由AM设计的合金在未来几十年将很有前途。
.jpg)
底层的部分重熔会去除熔池顶部水平生长的颗粒。这导致了< 1 0 0 >纹理的涂抹效果。红色箭头表示单个晶粒内< 1 0 0 >方向的近似方向。(本图图例中有关颜色的参考资料,读者可参考本文的网络版。)
实验中发现,在简单的单向冷却过程中,围绕< 1 0 0 >方向的旋转是不受限制的,并且出现了类似纤维的纹理,这将导致具有圆形图案的极点图形。相反,局部的峰值出现在圆应该出现的地方。这是扫描策略的产物,其中包括在每一层之间旋转90°。这种扫描策略的四倍对称反映在< 111 >极点图中存在四个局部泄漏。这种通过改变扫描策略来控制织构的方法之前已经被Thijs等人报道过,并且在Ti6Al4V和Ti6Al4V + 10Mo中都发生过。
此外,在< 1 0 0 >极点图的中心峰在x方向上被涂抹。这是由于熔池内热流的局部变化造成的。最大温度梯度位于垂直于熔池边界处,呈凹形。颗粒从边界向熔池中心生长。这发生在一个增加的角度,相对于建立的方向,晶粒开始更高的表面附近的熔体。然而,沉积层的顶部在后续层的应用过程中进行重熔,从而重熔之前凝固的熔体轨迹顶部附近的所有晶粒。剩下的是之前凝固的熔体的底部,这里的颗粒或多或少与建筑方向平行。在具体情况下,切割截面,在y方向暴露出更多的熔体轨迹。在x方向上,晶粒垂直于熔体轨迹的两侧,如上图所示。
钛及其合金因其传统加工方法的高加工成本而成为金属加工领域的研究热点。在以往的研究中,杂质水平的控制是主要的问题之一。最近的AM技术,包括定向能沉积(DED),粉末床融合(PBF)等,能够控制氧污染到<0.2 wt%,符合ASTM F2924。更重要的是,由于其独特的组织形成的,AM处理的钛合金零件通常比变形/铸造零件表现出良好的力学性能。因此,优化AM工艺(参数)以优化“成功的Ti合金”(如商用纯Ti,也称为CP-Ti和Ti- 6al - 4v)的组织和力学性能是近几十年来的一个关键课题。此外,应该指出的是,AM是一种完全不同的合金工艺和制造方法。近年来还合成了一些新的结构和成分的钛合金。为AM设计具有特殊性能的全新ti合金对于结构应用至关重要。
本文首先系统地综述了AM工艺对几种常用钛合金微观组织演变的影响。总结了合金的组织-性能关系。然后,基于复杂的热条件如何影响组织的知识,总结了在不同长度尺度下设计具有独特组织的先进ti合金的成功尝试。最后,对合金设计与AM技术之间的关系提出了新的观点。我们认为合金与工艺协同发展将成为未来的发展趋势。
2. 增材制造工艺对钛及其合金的影响
2.1. CP Ti
在化学工程行业中,人们主要关注的是良好的耐腐蚀性,α钛合金(尤其是不同等级的CP-Ti合金)通常用于一些核心部件,如热交换器或阳极材料。它们优异的生物相容性和相对较低的模量也有利于医疗应用。然而,较差的可加工性通常导致具有复杂几何形状的钛组件的制造成本较高,这严重阻碍了其广泛应用。作为一种近净成形技术,添加剂制造实际上为直接生产高质量复杂的CP-Ti零件提供了一条有前途的途径。
最近的研究通过激光粉末床聚变(L-PBF)、电子束粉末床聚变(E-PBF)以及激光直接能量沉积(L-DED)成功地处理了接近全密度(>99%)的CP-Ti组件。根据冷却速率(通常受输入能量密度或基板温度的影响),印刷态CP-Ti的微观结构从α相转变为α′马氏体相。如图2(a)所示,相对较低的冷却速度会导致α相微观结构,其与传统铸造CP-Ti合金相似,并表现出具有粗α板的典型魏氏组织。而更高的冷却速度会导致β-α′马氏体转变,产生更细的板条/针状马氏体(图2(b))。对于CP-Ti合金,L-PBF加工的零件在加工过程中通常会经历更高的冷却速率。因此,与L-DED/铸造/锻造材料相比,细化的α′马氏体可显著提高机械性能,尤其是屈服强度。此外,AM工艺的快速凝固和高冷却速率通常会在印刷材料中保持较高的位错密度。因此,AM as印刷CP Ti组件显示出比传统制造的组件更高的产量和极限强度。
.jpg)
图2 (a) L-PBF和(b) DED处理CP-Ti显微组织的光学图像。L-PBF冷却速率越高,α′马氏体的形成越明显,DED冷却速率越低,α相的形成越明显。
2.2 Ti-6Al-4V
Ti-6Al-4V是工业上应用最广泛的材料之一。Ti-6Al-4V合金因其优异的综合机械性能和较高的加工成本而受到业界的广泛关注。
2.2. Ti-6Al-4V
Ti–6Al–4V是工业中使用最广泛的材料之一。考虑到Ti–6Al–4V合金在所有主要材料中具有优异的综合机械性能,并且在机械加工过程中成本较高,因此在AM界引起了极大关注。
在L-PBF和L-DED过程中,预合金Ti–6Al–4V粉末/线材首先熔化至>2000 K,然后凝固为具有体心立方(bcc)结构的β相。虽然平衡Ti–6Al–4V由∼95%的β和β∼当α含量为5%时,AM的快速冷却和复杂的热历史对铸态合金的相组成有很大影响。据报道,当Ti–6Al–4V从βtransus上方冷却时,β-α′马氏体转变以高于410的冷却速率发生而规则的β-α扩散沉淀发生在相对较低的冷却速率(低于20℃)下K/s。
由于AM期间的高冷却速率,大多数β相转变为α′马氏体,如图3(a)所示。此外,高水平残余应力的存在也有助于形成(10–12)⟨−1011⟩六方密排(hcp)马氏体拉伸孪晶。然而,AM工艺中的热循环和热积累通常会导致更复杂的微观结构,而不是印刷合金中的单一马氏体相(图3(b)-(c))。热积累会提高基体的温度,从而降低上层的冷却速度,或对下层进行本征循环热处理,从而导致α′马氏体向α沉淀的同素异形相变或亚稳β相的分解。
如图3(d)所示,Xu等人已经证明,具有适当参数集的L-PBF Ti–6Al–4V多层沉积能够将α′马氏体分解为超细层状(α+ β)结构,而单轨沉积总是以完全针状的α′马氏体结束。Kazantseva等人进一步观察到,α′马氏体的分解导致V在反向β相中的偏析,从而在随后的循环冷却中促使β-正交α′马氏体转变[26]。值得一提的是,在E-PBF工艺中,预热基板/粉末的高温同时降低了冷却速度,并对建筑部件进行了过程中热处理。因此,E-PBF处理的Ti–6Al–4V通常具有完全层状(α+ β)微观结构(图3(b))。
.jpg)
图3 (a, b) Ti-6Al-4V经(a) L-PBF和(b) E-PBF[37]处理后的显微组织SEM图像。高冷却速率导致α′马氏体的形成,低冷却速率导致α+β相的形成。(c)调幅期间Ti-6Al-4V可能的温度剖面示意图。(d) α′马氏体分解为α+β相。(e) AM Ti-6Al-4V中大柱状晶粒的形成。
与上述相变的复杂性质不同,尽管AM技术有所不同,Ti–6Al–4V合金主要形成大柱状晶粒(图3(e))。典型的AM生产的Ti–6Al–4V沿建筑方向显示出高度拉长的晶粒,长度从数百微米到几十毫米。β晶粒在基体或熔池与先前沉积层之间的界面处形核,其延伸长度远大于沉积层厚度。印刷态Ti-6Al-4V有利于在建筑方向形成明显的<001>β纹理。此外,工艺参数的调整对柱状晶粒转变为更细的等轴晶粒的影响有限,这可能导致高度各向异性的微观结构和性能。
尽管AM技术固有的极高冷却速率能够减少凝固前沿之前的无形核区,这可能会导致更多形核,但不可避免的陡峭热梯度(≫105熔体池中的K/m)大大减少了成分过冷量,导致凝固过程中外延晶粒生长。沉积层的部分再熔融进一步抑制了顶层熔池内的潜在形核。应该指出的是,尽管AM Ti–6Al–4V之前的β晶粒显示出强烈的<001>β织构,但转变后的α′马氏体显示出近乎各向同性的晶体取向。基本上,在β-α′马氏体转变期间未观察到变体选择,这被认为有利于削弱AM处理合金的整体织构,并降低机械性能的各向异性。
AM处理的Ti–6Al–4V通常显示出比铸造或锻造材料更高的强度,但比锻造合金的延展性更低。然而,如图4所示,它们的机械性能随其微观结构而变化。如上所述,经L-PBF处理的Ti–6Al–4V显示出主要细化的α′马氏体,从而产生非常高的屈服强度(>1100但断裂伸长率较低(大部分为5%–10%)。L-DED制造的零件也表现出相对较高的屈服强度(∼1000(兆帕)。但他们报告的断裂伸长率数据分散,这可能是由于相组成的变化和环境污染的可能性更高。E-PBF作为印刷件通常有一个细的层状(α+ β)与铸造和锻造合金相似的结构。因此,它们表现出相当好的断裂伸长率(>10%),与具有令人满意的屈服强度(900–1100)的锻造材料相当(兆帕)。
.jpg)
图4 (a)印刷时Ti-6Al-4V合金相对于工程屈服应力的总延伸率数据高度分散,(b)印刷时Ti-6Al-4V合金相对于工程屈服应力的平均延伸率数据几乎相同。
值得一提的是,由于AM技术是一种近净成形技术,高加工硬化能力有助于在失效前保证较大的安全裕度。然而,尽管AM处理的Ti–6Al–4V具有高屈服强度,但它们往往表现出有限的加工硬化能力。例如,Xu等人已经实现了1100–1200的高屈服强度但MPa的加工硬化能力有限∼50MPa,导致4%之前的早期颈缩。Voisin等人进一步证明,无论AM零件的高度分散应变失效结果在2%-14%之间,其所有样品的均匀伸长率都在2%到4%之间(图4),这主要由微观结构本身决定。因此,建议将均匀伸长率作为评估AM材料拉伸延性的更好参数。为了提高加工硬化能力,Formanoir等人提出了一种独特的α+α′双相微观结构。两种不同hcp相之间的机械对比导致材料的运动硬化,能够实现11.4%的高均匀伸长率。Zhang等人还提出,通过在变形过程中引入TRIP效应,亚稳β相的存在有利于整体延性。因此,微观结构的优化有望进一步提高AM处理钛合金的强度和延展性。
AM处理的Ti-6Al-4V的另一个缺点是疲劳性能有限。在常规锻造合金中,疲劳性能主要由其微观结构决定。然而,固有的加工缺陷强烈地压倒了AM as印刷部件中的微观结构效应。AM零件中的典型缺陷是形状不规则、缺乏熔合孔隙。由于大尺寸孔隙被认为是循环载荷条件下疲劳裂纹的有效形核位置,因此相对较高的孔隙分数会降低AM加工部件的整体疲劳寿命。后处理,如热等静压(HIP)能够减小孔隙率大小,导致材料接近完全致密。Masuo等人已经证明,通过应用HIP,E-PBF制造的Ti–6Al–4V的疲劳强度从250提高到了250兆帕至590兆帕兆帕。因此,通过进一步消除工艺缺陷来获得良好的疲劳强度对于结构应用非常重要。
2.3. Ti-5Al-5Mo-5V-3Cr
β钛合金具有优异的比强度和断裂韧性,被认为是工业应用中的一种重要材料,其中Ti–5Al–5Mo–5V–3Cr是AM研究最多的材料。与Ti–6Al–4V类似,Ti–5Al–5Mo–5V–3Cr也会在熔池边界形成细长晶粒(图5(a))。晶粒生长成非常不规则的形状,具有较弱的<001>β织构(图5(b))。但是,与Ti–6Al–4V不同,Ti–5Al–5Mo–5V–3Cr合金中的Mo和Cr元素更容易在凝固界面之前分离,这导致印刷合金中形成胞状树枝状结构,如图5(a)和(c)所示。此外,还观察到,与Ti–6Al–4V合金相比,这种β钛合金中柱状晶粒的尺寸和分数减小,从而削弱了过织构。此外,由于AM期间的高冷却速率,大多数印刷态Ti–5Al–5Mo–5V–3Cr主要由β相组成。单β相结构具有良好的断裂伸长率>10%,但相对较低的强度<800MPa,具有可忽略的加工硬化能力
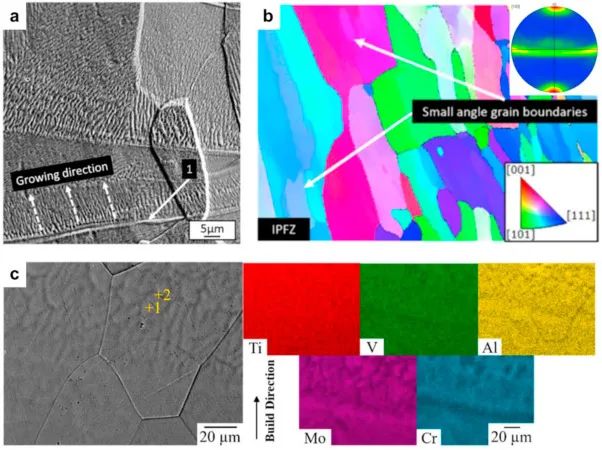
图5 (a)具有平面凝固模式和胞状组织的β晶粒。(b) EBSD-IPF图显示优先<100>β织构。(c) EDS图显示了Ti-5Al-5Mo-5V-3Cr合金印刷时的亚结构。
β钛合金最重要的特点是,通过调整不同的热处理,其微观结构高度可变,从而获得各种机械性能。这也适用于印刷和后热处理的Ti–5Al–5Mo–5V–3Cr。在>600℃退火期间°C时,大量α相从β基体中析出。α相在β晶粒内均匀分散,呈典型的板状,晶粒尺寸细小∼1.μm[46]。而在低温热处理后,ω相也出现了。由于ω相是α相的异相成核中心,因此℃热处理的Ti–5Al–5Mo–5V–3Cr合金形成超细α沉淀«1μm。Ti–5Al–5Mo–5V–3Cr的机械性能强烈依赖于α沉淀的大小、分布和分数。
亚β转运蛋白(600-800)°C)经过处理的零件的屈服强度从800兆帕至900–1000兆帕MPa。与印刷件相比,加工硬化能力略有提高,700的均匀伸长率℃热处理的Ti–5Al–5Mo–5V–3Cr从<2%大幅增加至∼10%,同时保持相似的总伸长率。然而,超细化的α相在400-600℃形成似乎对整体延展性不利。虽然细小的沉淀物显示出极好的强化效果,但大多数样品在屈服前都达到了收支平衡。研究这种脆化效应的潜在机制对于未来的工作是必要的。
来源:Design of titanium alloys by additive manufacturing: A criticalreview,Advanced Powder Materials,doi.org/10.1016/j.apmate.2021.11.001
参考文献:Chinnapat Panwisawas, Yuanbo T. Tang, Roger C. Reed,Metal 3Dprinting as a disruptive technology for superalloys,Nat. Commun,11 (2020), pp. 1-4
本文转载自:江苏激光产业技术创新战略联盟。欢迎分享,未经许可不得转载,南京尚吉 诚意推荐
